概要
基板材質
スウェーデン鋼、SK5、SUS材など
端部溶接方法
TIG、プラズマ、レーザー溶接が一般的でBUT突合溶接は引張りに弱い
当社溶接方法はTIG溶接であるが相当な熟練を要する
バンド仕様
| バンド周長 | 1550〜6000mm | |
|---|---|---|
| バンド板厚 | 0.4〜1.0mm | |
| バンド巾 | 6〜40mm | 巾40mm以上は別途打合せ必要 |
ダイヤ切断を滑らかに実施するには板厚は薄く、機械側周速が大きいほど切断抵抗が小さくなる(EX:400m/min)
電着ダイヤモンド砥粒
SD#40〜170
基板材料
| 基盤 | マルゲンヨシムラ |
|---|---|
| 鋸刃基盤 | 日本サミットソー |
電着スタイル
平板(フラット電着)、波型電着、鋸刃(あさり)電着など
乾式切断
湿式切断に比し切断時バンド走行部が帯熱しバンドが伸びようとする。
ダイヤ電着部は硬く伸びないが、その境目に応力が発生しクラックが入りバンドが破断するケースがある。
特にインサート押えの押え圧が大きいと簡単にクラックが入り破断する。またテンションの張りも要因とされ自動テンション張り装置が付属している機械がベターである。
湿式切断
乾式切断に比し冷却効果があり問題は少ないが、プーリ、送りローラなどの定期的管理調整は必要。
バンドの破断
- 溶接部の破断
(主な原因)当社基盤ではほとんど無いが一般的にバンド溶接部不良(通称2番部不良) - ダイヤ部とバンド境目のクラック発生からの破断
(主な原因)切断条件の不適 - バンド走行部背面のクラック発生からの破断
(主な原因)送りローラ調整不足 - 切断時バンド蛇行による破断
(主な原因)プーリ調整不足、バンド腰入不足
バンドの寿命
ダイヤの脱落または上記のよる破断
再電着
湿式切断の場合、使用後ダイヤが脱落し再電着の要請があるが、テンションを張って切断する/基盤が薄いためにバンドは伸びる。
また目視では判別できない小さなクラックが切断抵抗により発生する。
エンドレス基盤の端部は異種金属による溶接の為、再電の前処理で溶接部が浸食され巣が発生する傾向にありバンド破断の要因となる。
以上より仮に再電着してもバンドライフが短くなり当社では推奨できない。
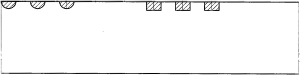
バンドソー刃型スタイル
斜線はダイヤモンド電着部です。
推奨刃型スタイルは、下記1、2、3の3種類です。
| 1 | フラット電着 | 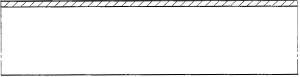 |
| 2 | 波型電着 |  |
| 3 | 鋸刃電着 |  |
| 4 | パターン電着 何れのパターンもバンドが回転すれば大差ない 切粉を抜かすためのパターン電着であるが、抜け効率が2/3/5に比し悪い |
 |
| 5 | 刃型電着 |  |


